

Video oddaja
Hasung kot profesionalni ponudnik rešitev za kovanje kovancev iz plemenitih kovin je po vsem svetu zgradil več linij za izdelavo kovancev. Teža kovancev se giblje od 0,6 g do 1 kg zlata, okroglih, kvadratnih in osmerokotnih oblik. Na voljo so tudi druge kovine, kot sta srebro in baker.
Pri Hasungu lahko bančno poslujete in vam ponudimo rešitev na enem mestu zalinija za kovanje kovancevProizvodni paket vključuje vodenje na kraju samem, opremo za kovanje kovancev in inženirje, ki vam bodo pomagali pri izvajanju postopka. Naši inženirji so sodelovali pri raziskavah procesa izdelave zlatih kovancev in so delovali kot tehnični svetovalci za večje znane kovnice.
Hasung se osredotoča na reševanje težav s kovanjem kovancev, hkrati pa ponuja navodila po korakih za plemenite kovine. Že več kot 20 let smo v ospredju strojev za izdelavo zlatih in srebrnih kovancev, imamo profesionalno in natančno inženirsko storitev, usposabljanje na kraju samem in tehnično podporo.

Prosimo, kliknitestroji za neprekinjeno litje in valjarni strojiza ogled podrobnosti.

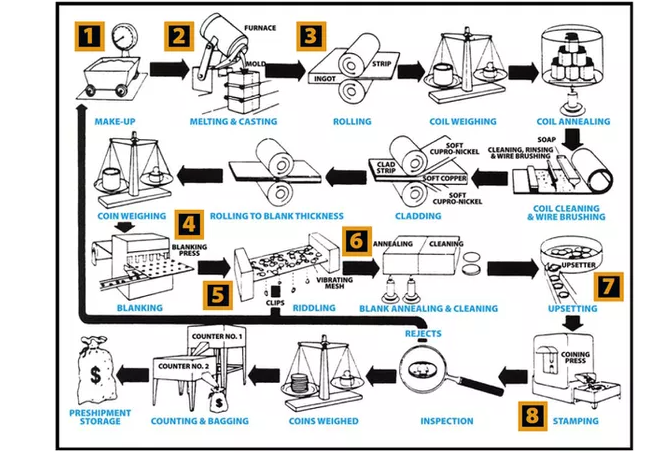
Kako so narejeni kovanci?
Metode izdelave kovancev so se skozi leta razvijale. Kovanci so bili prvič izdelani v starodavnem kraljestvu Lidija pred več kot dva tisoč leti. Postopek kovanja starodavnih kovancev je bil precej preprost. Najprej so majhen kos zlata, srebra ali bakra položili na matrico za kovance, vdelano v trdno površino, kot je skala. Delavec je nato vzel drugo matrico za kovance, jo položil na vrh in jo udaril z velikim kladivom.
Srednjeveške kovnice so za izdelavo kovancev uporabljale vnaprej oblikovane okrogle kovinske diske in vijačno stiskalnico. Čeprav je bil to ročni postopek, je bil lažji in je zagotavljal bolj dosledno kakovost kot starodavni postopek kovanja.
Sodobni kovanci se kujejo s hidravličnimi stiskalnicami, ki samodejno dovajajo surovce v stroj. Ko stroj deluje s polno zmogljivostjo, lahko stiskalnica izdela več kot 600 kovancev na minuto. Ta hitrost je potrebna za delovanje, kot je kovnica Združenih držav Amerike, ki mora vsako leto izdelati milijarde kovancev.
Čeprav je postopek zaradi avtomatizacije, ki se uporablja za izdelavo milijard kovancev, zapleten, obstaja nekaj skupnih korakov, ki jih uporablja vsaka kovnica po vsem svetu. Kovnica Združenih držav Amerike je največja kovnica na svetu in osredotočili se bomo na njen proizvodni proces.
1. Pridobivanje surovin
Postopek kovanja se začne z izkopavanjem surovin. Rudniki iz Združenih držav Amerike in po vsem svetu dobavljajo zlato, srebro, baker ali druge potrebne kovine. Surova kovina, pridobljena iz teh rudnikov, vsebuje nečistoče, ki niso sprejemljive za kovanje kovancev.
Poleg rudarjenja rude za pridobivanje potrebne kovine kovnica Združenih držav Amerike uporablja tudi reciklirano kovino, pridobljeno iz različnih virov. Med te vire spadajo kovanci, ki niso več "obdelovalni" in so umaknjeni iz obtoka. Namesto tega se vrnejo v kovnico, kjer se reciklirajo v nove kovance.
2. Rafiniranje, taljenje in litje
Surova kovina se prečisti, da se odstranijo skoraj vse nečistoče. Nekateri kovanci zahtevajo zlitino dveh ali več različnih vrst kovin. Prečiščena kovina se stopi in dodajo se različne kovine, kot to zahtevajo specifikacije. Na primer, kovnica Združenih držav Amerike izdeluje svoj kovanec za pet centov iz 75 odstotkov bakra in 25 odstotkov niklja.
Ko je dosežena ustrezna čistost ali zlitina, se kovina ulije v ingote. To so velike kovinske palice, ki vsebujejo ustrezno količino kovine, kot jo zahteva kovnica. Kovina se skozi ves postopek preverja, da se zagotovi ustrezna čistost.
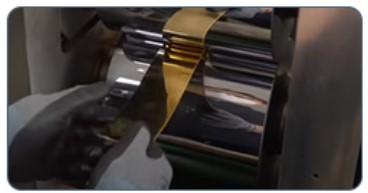
3. Valjanje
Postopek valjanja ingota na ustrezno debelino je lahko dolgotrajen in naporen. Ingot se valja med dvema kaljenima jeklenima valjema, ki se nenehno približujeta drug drugemu. Ta postopek se nadaljuje, dokler se ingot ne zvalja v kovinski trak, ki ima ustrezno debelino za izdelani kovanec. Poleg tega postopek valjanja zmehča kovino in spremeni molekularno strukturo, kar omogoča lažje kovanje in izdelavo kovancev višje kakovosti.
Ko gre za zlitino, jo je treba pred brušenjem žariti.
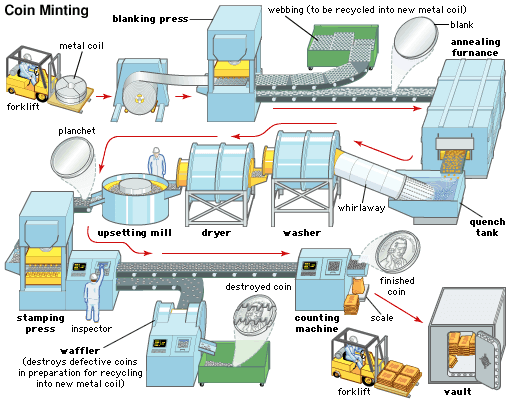
4. Zatemnitev
Kovnica Združenih držav Amerike uporablja kovinske zvitke, ki so široki približno 33 cm in tehtajo več tisoč funtov. Zvitek kovine se odvije in splošči, da se odstrani ukrivljenost med proizvodnim procesom. Nato se spusti skozi stroj, ki iz kovine izreže diske ustrezne debeline in premera za izdelani kovanec.
5. Ugankanje
Do te točke je proizvodni proces, ki se uporablja za izdelavo kovinskih zalog, umazan in poteka v zahtevnem okolju. Možno je, da se majhni koščki odpadne kovine pomešajo z zalogovci kovancev. Stroj za rezanje loči zaloge ustrezne velikosti od morebitnih tujkov, pomešanih s zalogovci kovancev.
6. Žarjenje in čiščenje
Kovnica nato surovce kovancev položi v žarilno peč, da se kovina zmehča in pripravi na kovanje. Nato surovce potopi v kemično kopel, da se odstrani morebitno olje in umazanija na površini kovanca. Med kovanjem se lahko v kovanec vdela kakršen koli tujek, ki ga je treba zavreči.
7. Vznemirljivo
Za zaščito vzorca, ki bo vtisnjen na kovinski prazen kovance, vsak prazen kovance gre skozi stroj, ki ima niz valjev, ki se nekoliko zožijo in na obeh straneh kovanca ustvarijo dvignjen kovinski rob. Ta postopek pomaga tudi zagotoviti, da ima prazen kovance pravilen premer, da se bo pravilno spravil v kovnico. Po tem postopku se prazen kovance imenuje planchet.
8. Žigosanje ali udarjanje
Zdaj, ko so planžete pravilno pripravljene, zmehčane in očiščene, so pripravljene za kovanje. Poslovni kovanci se samodejno dovajajo v kovniško stiskalnico s hitrostjo, ki lahko doseže več sto kovancev na minuto. Proof kovanci, izdelani za zbiratelje, se ročno dovajajo v kovniško stiskalnico in so vsaj dvakrat označeni na kovanec.
9. Distribucija
Kovanci, ki opravijo pregled, so zdaj pripravljeni za distribucijo. Poslovni kovanci se pakirajo v vreče za shranjevanje v razsutem stanju in pošiljajo distributerjem po vsem svetu. Zbirateljski kovanci se shranijo v posebne držala in škatle ter pošljejo zbirateljem kovancev po vsem svetu.



Podrobnosti:
Kliknitestroj za neprekinjeno litje.



Valjarna za pločevino
Za izdelavo palic/kovancev obstajata dve vrsti valjarn. Prva vrsta valjarn za pločevino izdeluje normalno površino, v tem primeru pa jo običajno končno polirajo z valjastim polirnim strojem.
| MODEL ŠT. | HS-8HP | HS-10HP |
| Ime blagovne znamke | HASUNG | |
| Napetost | 380 V 50/60 Hz, 3 faze | |
| Moč | 5,5 kW | 7,5 kW |
| Valjček | premer 120 × širina 210 mm | premer 150 × širina 220 mm |
| trdota | 60–61 ° | |
| Dimenzije | 980×1180×1480 mm | 1080 x 580 x 1480 mm |
| Teža | približno 600 kg | približno 800 kg |
| Zmogljivost | Največja debelina valjanja je do 25 mm | Največja debelina valjanja je do 35 mm |
| Prednost | Okvir je elektrostatično odprašen, ohišje je prevlečeno s trdim kromom, pokrov iz nerjavečega jekla pa je lep in praktičen brez rje. enostopenjska / dvojna hitrost | |
| Pogarancijski servis | Video tehnična podpora, Spletna podpora, Rezervni deli, Terensko vzdrževanje in popravila | |
Valjarniški mlin za zrcalno površino iz volframovega jekla
Druga vrsta je valjčni stroj za zrcalno površino volframovega jekla. S to vrsto valjarskega stroja boste dobili zrcalno površino.
| Model št. | HS-M5HP | HS-M8HP | ||
| Ime blagovne znamke | HASUNG | |||
| Napetost | 380 V; 50/60 Hz 3 faze | |||
| Moč | 3,7 kW | 5,5 kW | ||
| Velikost volframovega valja | premer 90 × širina 60 mm | premer 90 × širina 90 mm | premer 100 × širina 100 mm | premer 120 × širina 100 mm |
| Trdota valja | 92–95 ° | |||
| Material | uvožena volframova jeklena gredica | |||
| Dimenzije | 880 × 580 × 1400 mm | 980 × 580 × 1450 mm | ||
| Teža | približno 450 kg | približno 500 kg | ||
| Značilnosti | Z mazanjem; zobniški pogon; debelina valjane pločevine 10 mm, najtanjša 0,1 mm; zrcalni učinek površine ekstrudirane pločevine; statično prašno brizganje na okvirju, dekorativna trda kromirana prevleka, nerjaveče jeklo pokrov, lep in praktičen, ne bo zarjavel. | |||
HIDRAVLIČNA STISKALNICA ZA KOVANCE


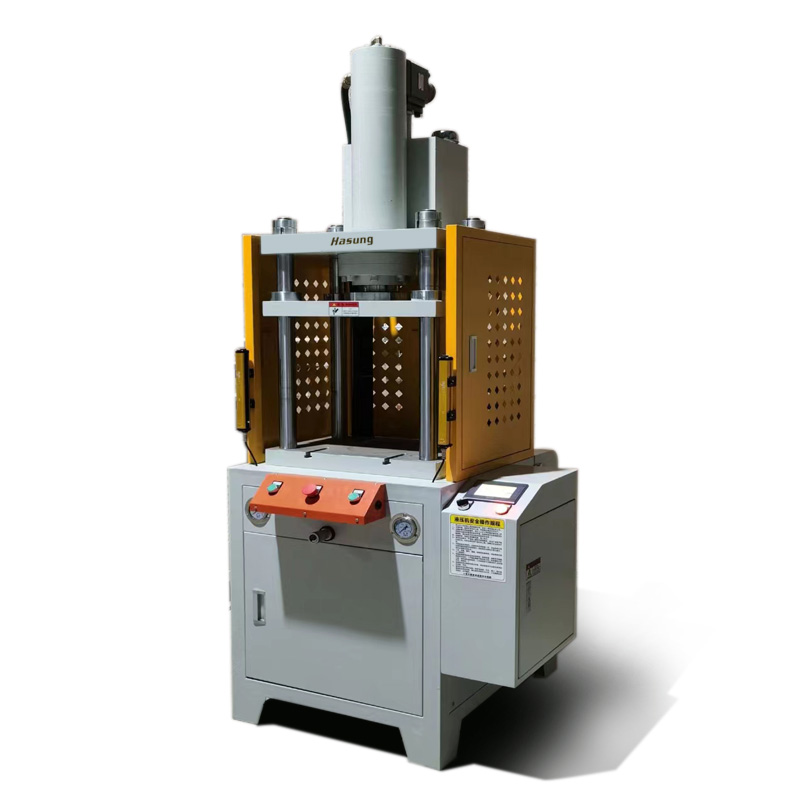


Postopek praznjenja
20-tonska hidravlična stiskalnica za rezanje/zapiranje kovancev
40-tonska hidravlična stiskalnica za rezanje in vtiskovanje
Te hidravlične rezalne stiskalnice režejo pločevino zlatih in srebrnih polovic, ki se po valjanju obdelajo. Polovina se izreže v želene oblike, kot so okrogle, pravokotne, obeske itd. Po postopku rezanja so polovice pripravljene za kovanje v hidravlični štampiljki.
Prednosti hidravlične stiskalnice za rezanje.
Idealno za rezanje zlatih in srebrnih obdelovancev,
Za boljše rezultate odrežite prazne dele z jasnimi robovi,
Enostavno delovanje in dvojni način delovanja z nožno nogo in stikalom,
Sistem za zaustavljanje za nadaljnje rezanje,
Sistem za nastavitev matrice z enostavnim predalom za odlaganje,
Prilagoditev rezanja za hitrejšo proizvodnjo.
Opremljen z napravo za zapiranje, je priročno zbirati materiale.

Tehnični parametri
| Model št. | HS-20T | HS-40T | HS-100T |
| Nominalno | 20 ton | 40 ton | 100 ton |
| Maks. hod | 300 mm | 350 mm | 400 mm |
| Višina odprtine | 500 mm | 400 mm | 600 mm |
| Padajoča hitrost | 160 mm | 180 mm | 120 mm |
| Naraščajoča hitrost | 150 mm | 160 mm | 120 mm |
| Delovna površina | 600 * 500 mm | 550 * 450 mm | 700 * 600 mm |
| Višina mize od tal | 850 mm | 850 mm | 850 mm |
| Napetost | 380V 3 faze | 380V 3 faze | 380V 3 faze |
| Moč motorja | 3,75 kW | 3,75 kW | 5,5 kW |
| Teža | 1300 kg | 860 kg | 2200 kg |
VEČNAMENSKA HIDRAVLIČNA STISKALNICA






100 tonHidravlična stiskalnica za vtiskovanje kovancev
150-tonska hidravlična stiskalnica za vtiskovanje kovancev
200-tonska hidravlična stiskalnica za vtiskovanje kovancev
300-tonska hidravlična stiskalnica za zlato in srebro
150-tonska hidravlična stiskalnica za vtiskovanje kovancev, primerna za izdelavo kovancev do 50 gramov v srebru. Stiskalnica je primerna za ročno in avtomatsko delovanje v enem ciklu. Na voljo je z mehanizmom za samodejno izmetanje kovancev. Stiskalnica je dobavljiva v različnih tonažnih zmogljivostih, kot so 80 ton, 100 ton, 150 ton, 200 ton, glede na vaše zahteve.
Hidravlična stiskalnica kovancev s kapaciteto 300 ton za zlato in srebro, opremljena s programabilnim PLC krmilnikom za več hodov v končni fazi. Stiskalnica je opremljena z izmetalnim valjem za samodejno izmetavanje kovancev za enostavno odstranitev brez udarjanja. Ta funkcija zagotavlja boljšo končno obdelavo kovancev. Ta hidravlična stiskalnica za kovance je primerna za izdelavo zlatih in srebrnih kovancev od 1,0 grama do 100,0 gramov in jo poganja električni pogon z močjo 10,0 KM (7,5 kW) ter je dobavljena skupaj z ustreznimi električnimi napravami in nadzorno ploščo. Ta zasnova stiskalnice za kovance vključuje nadzor tlaka s časovnikom za nastavitev končnega časa tlaka pred povratnim hodom. Upravlja se lahko s pritiskom na gumb ali v samodejnem načinu z enim ciklom.
Poleg hidravlične stiskalnice za kovance in precizne valjarne za pločevino potrebujete tudi indukcijsko talilno napravo ali stroj za kontinuirno litje za izdelavo zlatih in srebrnih pločevin, stroj za rezanje zlatih in srebrnih palic ter vibratorne polirne stroje, potrebne za postavitev celotnega obrata za izdelavo zlatih in srebrnih kovancev.
Tehnični parametri
| Model št. | HS-100T | HS-200T | HS-300T |
| Napetost | 380 V, 50/60 Hz | 380 V, 50/60 Hz | 380 V, 50/60 Hz |
| Moč | 4 kW | 5,5 kW | 7,5 kW |
| Maks. tlak | 22 MPa | 22 MPa | 24 MPa |
| Hod delovne mize | 110 mm | 150 mm | 150 mm |
| Maks. odprtina | 360 mm | 380 mm | 380 mm |
| Hitrost premikanja delovne mize navzgor | 120 mm/s | 110 mm/s | 110 mm/s |
| Hitrost delovne mize naprej in nazaj | 110 mm/s | 100 mm/s | 100 mm/s |
| Velikost delovne mize | 420 * 420 mm | 500 * 520 mm | 540 * 580 mm |
| Teža | 1100 kg | 2400 kg | 3300 kg |
| Uporaba | za nakit in zlate palice, kovance, žigosanje logotipov | ||
| Funkcija | Normalni / Servo motor za možnost, upravljanje z gumbi / Simens PLC krmilni sistem za možnost | ||
Popolnoma avtomatski sistem za izdelavo kovancev
Za linijo kovanja kovancev vam lahko najamete podjetje Hasung, ki vam bo ponudilo celovito rešitev. Proizvodni paket vključuje vodenje na kraju samem, opremo za kovanje kovancev in inženirje, ki vam bodo pomagali pri izvajanju postopka. Naši inženirji so sodelovali pri raziskavah procesa izdelave zlatih kovancev in so delovali kot tehnični svetovalci za večje znane kovnice.
Hasung se osredotoča na reševanje težav s kovanjem kovancev, hkrati pa ponuja navodila po korakih za plemenite kovine. Že več kot 20 let smo v ospredju strojev za izdelavo zlatih in srebrnih kovancev, nudimo profesionalno in natančno inženirsko storitev, usposabljanje na kraju samem in tehnično podporo. Naše storitve.
Čas objave: 4. julij 2022









